










د فابریکې عرضه 0.35mm- 50.8mm HRC50-55 رڼا AISI304 316 430 440 د سټینلیس سټیل بال چې په بیرینګ کې کارول کیږي
د محصول ځانګړتیاوې
د زنګ وهلو بالونه د اکسیډیز کولو محلولونو، ډیری عضوي کیمیاوي موادو، خوراکي توکو او تعقیم کولو محلولونو په څیر د اجنټانو لخوا د زنګ وهلو په وړاندې مقاومت کولو توان لري. دوی د سلفوریک اسیدونو په وړاندې په اعتدال ډول مقاومت لري. غیر مقناطیسي ملکیتونه د غوښتنې سره سم شتون لري. غوښتنلیکونو کې ایروسول، سپریرونه، د ګوتو پمپ میکانیزمونه، د شیدو ماشین مخلوط کونکي، د خوړو پروسس تجهیزات او طبي غوښتنلیکونه شامل دي.
د AISI 440C سټینلیس سټیل بال
اندازه: 0.35 ملي متره - 50.8 ملي متره
درجه: G10، G16، G40، G60، G100، G200.
سختۍ: HRC56-58، هارټفورډ 440C سټینلیس سټیل بالونه غیر فعال شوي ترڅو د اوسپنې وړیا ککړونکي لرې کړي او د محافظتي غیر فعال فلم په ناڅاپي ډول جوړونه اسانه کړي.
مقناطیسي: مارټینسیټیک فولاد، مقناطیسي
ځانګړتیاوې: لوړ دقت، ښه زنګ وهلو مقاومت، قوي زنګ وهلو او اغوستلو مقاومت.
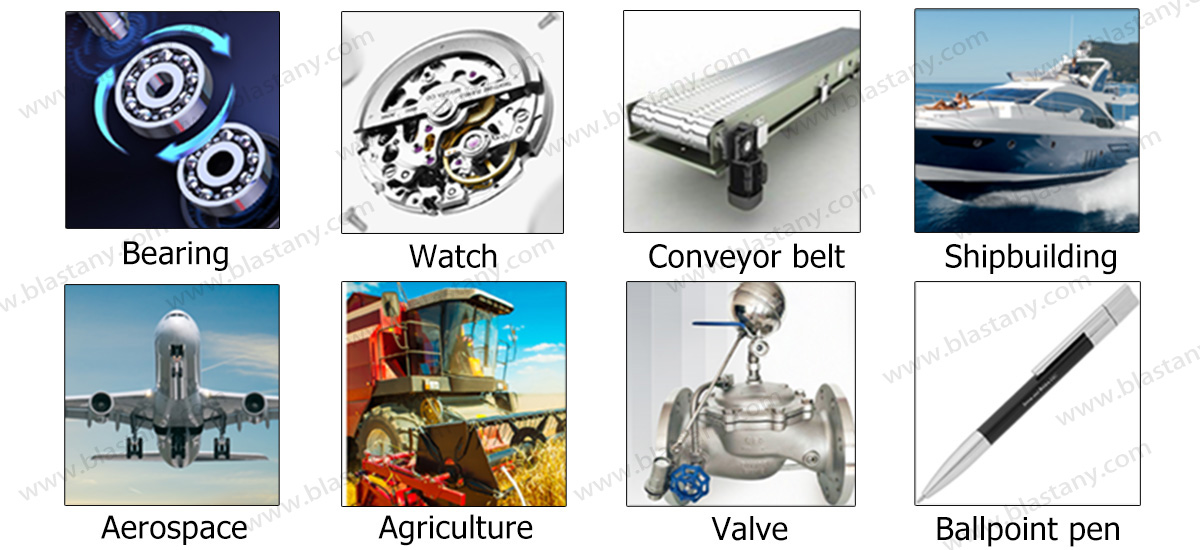
غوښتنلیکونه: بیرنگونه، ټاپه کول، هیدرولیک پرزې، والوز، فضايي، مهرونه، د یخچال تجهیزات، لوړ دقیق وسایل، او نور.
| کیمیاوي جوړښت | ||||||||
| د AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| ۰.۹۵-۱.۱۰ | ≤0.80 | ≤0.80 | ≤0.04 | ≤0.03 | ≤0.60 | ۱۶.۰-۱۸.۰ | ۰.۷۵ | |
د AISI 420C سټینلیس سټیل بال
اندازه: 0.35 ملي متره - 50.8 ملي متره
درجه: G10-G1000
سختۍ: HRC50-55
مقناطیسي: مارټینسیټیک فولاد، مقناطیسي، د زنګ ضد ښه وړتیا، لوړ سختۍ، د AISI 420 سټینلیس سټیل بالونه د ښه اغوستلو ځانګړتیاوې او سختۍ ښیې. د 440C په پرتله یو څه لږ سختۍ او د زنګ وهلو مقاومت ډیر دی.
ځانګړتیاوې: په عام ډول د سټینلیس اوسپنې په نوم پیژندل کیږي، ښه زنګ وهلو مقاومت او سختۍ.
غوښتنلیکونه: هر ډول دقیق ماشینونه، بیرنگونه، بریښنایی تجهیزات، د کور وسایل، د موټرو پرزې، او نور.
| د AISI 420C(4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| ۰.۳۶-۰.۴۳ | ≤0.80 | ≤۱.۲۵ | ≤0.035 | ≤0.03 | ≤0.60 | ۱۲.۰-۱۴.۰ | ≤0.60 |
۴۳۰ سټینلیس سټیل بال
قطر: ۱ ملي میتر-۵۰.۸۰ ملي میتر
سختۍ: HRC26
درجه: G10-G1000
ځانګړتیاوې: ټیټه بیه، د زنګ وهلو په وړاندې کمزوری مقاومت.
کاریال: هارډویر، زیورات، لوازمات، کاسمیټکس، صنعت، هغه صنعتونه چې د زنګ ضد فعالیت لپاره ټیټ اړتیاوې لري. د کاسمیټکس ایجیټیټرونه، د نوکانو پالش او آیلینرونه، د تودوخې تبادله کونکي، د اندازه کولو وسایل. او د والو بالونه.
| د AISI ۴۳۰ | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0.12 | ≤۱.۰ | ≤۱.۰ | ≤0.04 | ≤0.03 | - | ۱۶.۰-۱۸.۰ | - |
د AISI 304 سټینلیس سټیل بال
اندازه: 0.5 ملي متره - 63.5 ملي متره
درجه: G80-G500
سختۍ: ≤HRC21
مقناطیسي: اسټینیتیک فولاد، غیر مقناطیسي
ځانګړتیاوې: د زنګ وهلو قوي مقاومت، د زنګ وهلو ښه مقاومت. په پراخه کچه کارول کیږي، د زنګ وهلو ښه فعالیت، د سطحې ښه اغیزه، د چاپیریال ساتنې تصدیق.
غوښتنلیکونه: د کور وسایل لکه والوز، د عطرو بوتلونه، د نوکانو پالش، د ماشومانو بوتلونه، د موټرو پرزې، د هوا کنډیشنرونه، بریښنایی وسایل، کاسمیټکس، د بیرنگ سلایډ، طبي تجهیزات، زیورات او ډیری نور صنعتونه.
| کیمیاوي جوړښت | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0.08 | ≤۱.۰۰ | ≤۲.۰۰ | ≤0.045 | ≤0.03 | ۸.۰-۱۰.۵ | ۱۸.۰-۲۲.۰ | |
د AISI 316L سټینلیس سټیل بال
اندازه: ۱.۰ ملي متره - ۶۳.۵ ملي متره
درجه: G80-G500
سختۍ: ≤HRC26
مقناطیسي: اسټینیتیک فولاد، غیر مقناطیسي
ځانګړتیاوې: د هغو صنعتونو لپاره خورا مناسب چې د زنګ ضد لوړې اړتیاوې لري، او د زنګ ضد وړتیا خورا پیاوړې ده، د زنګ په وړاندې غوره مقاومت (د کلوریډریک اسیدونو پرته)، د سختیدو وړ نه دی.
غوښتنلیکونه: د AISI 316L سټینلیس سټیل بال د طبي تجهیزاتو، کیمیاوي صنعت، هوایی چلند، فضا، پلاستيکي هارډویر، د عطرو بوتل، سپریر، والوز، د نیل پالش، موټرو، سویچ، اوسپنې، د مینځلو ماشینونو، یخچالونو، هوایی کنډیشنرونو، طبي موادو، د موټرو پرزو، بیرنگونو، وسایلو، بوتل لپاره کارول کیدی شي.
د AISI 316L سټینلیس سټیل بال
| کیمیاوي جوړښت | ||||||||
| د AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0.08 | ≤۱.۰۰ | ≤۲.۰۰ | ≤0.045 | ≤0.03 | ۱۲.۰-۱۵.۰ | ۱۶.۰-۱۸.۰ | ۲.۰-۳.۰ | |
د محصول بسته بندي
الف) داخلي بسته بندي: وچ بسته بندي یا د تیلو بسته بندي ستاسو د اړتیاو سره سم چمتو کیږي.
ب) بهرنۍ بسته بندي:
۱) د اوسپنې ډرم + د لرګیو / اوسپنې تخته.
۲) ۲۵ کیلو ګرامه پولی کڅوړه + کارتن + د لرګیو تخته یا د لرګیو بکس.
دودیز بسته بندي.

د محصول پیرامیټر
| زموږ د سټینلیس سټیل بال د 440C 420C 304 316 201 په ګډون دی، کیمیاوي جوړښت یې په لاندې ډول دی | |||||||||
| کیمیاوي جوړښت (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| د AISI440C SS بال | ۰.۹۵-۱.۲ | ۱۶-۱۸ | ≤0.80 | ≤0.80 | ≤0.04 | ≤0.03 | ≤0.75 | ≤0.6 | ---- |
| د AISI420C SS بال | ۰.۲۶-۰.۴۳ | ۱۲-۱۴ | ≤0.80 | ≤۱.۲۵ | ≤0.035 | ≤0.03 | ≤0.6 | ≤0.6 | ---- |
| د AISI304 SS بال | ≤0.08 | ۱۸-۲۲ | ≤۱.۰ | ≤2.0 | ≤0.045 | ≤0.03 | ---- | ۸-۱۰ | ---- |
| د AISI316L SS بال | ≤0.08 | ۱۶-۱۸ | ≤۱.۰ | ≤2.0 | ≤0.045 | ≤0.03 | ۲.۰-۳.۰ | ۱۲-۱۵ | ---- |
| د AISI201 SS بال | ≤0.15 | ۱۶-۱۸ | ≤۱.۰ | ۵.۵-۷.۵ | ≤0.045 | ≤0.03 | ---- | ۰.۳۵-۰.۵۵ | ۱.۸۲ |
| د AISI430 SS بال | ≤0.12 | ۱۶-۱۸ | ≤۱.۰ | ≤۱.۰ | ≤0.04 | ≤0.03 | ---- | ---- | ---- |
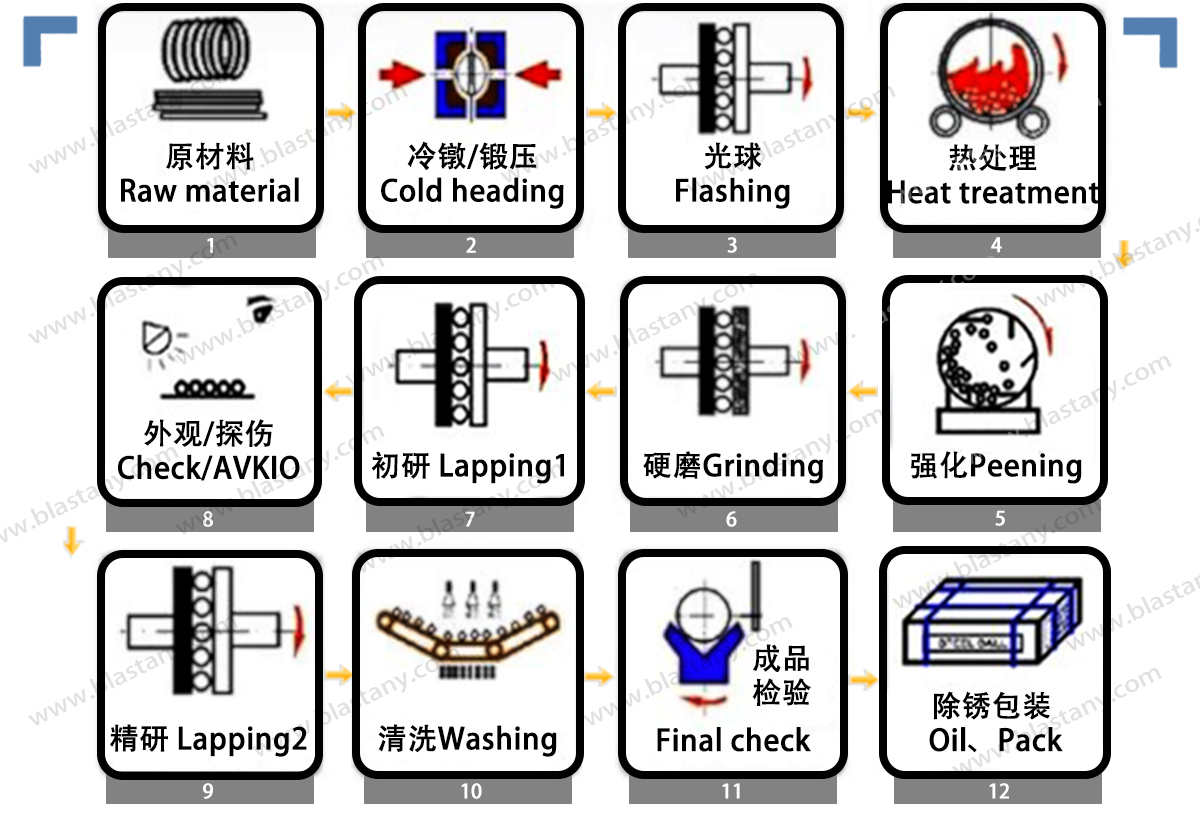
د تولید جریان
د خامو موادو تفتیش
خام مواد د تار په بڼه راځي. لومړی، خام مواد د کیفیت تفتیش کونکو لخوا په لید سره معاینه کیږي ترڅو معلومه کړي چې کیفیت یې تر حد پورې دی او ایا کوم نیمګړتیاوې شتون لري. دوهم، قطر تایید کړئ او د خامو موادو سندونه بیاکتنه وکړئ.
سړه سرلیک
د سړې سرې ماشین د تار موادو یو ټاکلی اوږدوالی په سلنډر ډوله سلګونو کې پرې کوي. له هغې وروسته، د سرې مرۍ دوه نیمه کروي نیمې برخې سلګ په یوه کروي شکل جوړوي. دا د جعل کولو پروسه د خونې په تودوخه کې ترسره کیږي او د اضافه کولو لږ مقدار کارول کیږي ترڅو ډاډ ترلاسه شي چې د مرۍ غار په بشپړ ډول ډک شوی. سړې سرې په خورا لوړ سرعت سره ترسره کیږي، په اوسط ډول په هره ثانیه کې د یو لوی بال سرعت سره. کوچني بالونه په هره ثانیه کې د دوو څخه تر څلورو بالونو سرعت سره سر کیږي.
ځلېدل
د دې پروسې په جریان کې، د بال شاوخوا جوړ شوي اضافي مواد به جلا شي. بالونه د دوو نالی شویو اوسپنې تختو ترمنځ څو ځله تیریږي او د رول کولو په وخت کې لږ مقدار اضافي مواد لرې کوي.
د تودوخې درملنه
بیا باید برخې د تودوخې او تودوخې د پروسو په کارولو سره د تودوخې درملنه وشي. د روټري فرنس څخه کار اخیستل کیږي ترڅو ډاډ ترلاسه شي چې ټولې برخې ورته شرایط لري. د تودوخې د لومړني درملنې وروسته، برخې د تیلو په زیرمه کې ډوب کیږي. دا چټک یخ کول (د تیلو تودوخې) مارټینسایټ تولیدوي، د فولادو مرحله چې د لوړ سختۍ او غوره اغوستلو ځانګړتیاو لخوا مشخص کیږي. د تودوخې وروسته عملیات داخلي فشار نور هم کموي تر هغه چې د بیرنگونو وروستي مشخص شوي سختۍ حد ته ورسیږي.
پیس کول
ګرینډینګ د تودوخې درملنې دمخه او وروسته ترسره کیږي. د پای ګرینډینګ (چې د سخت ګرینډینګ په نوم هم پیژندل کیږي) بال خپلو وروستیو اړتیاو ته نږدې کوي.د دقیق فلزي بال درجهد هغې د ټولیز دقت اندازه ده؛ څومره چې شمېره ټیټه وي، د بال دقیقیت ډیر وي. د بال درجه د قطر زغم، ګردوالي (کرویي) او د سطحې ناهموارۍ شامله ده چې د سطحې پای ته رسیدو په نوم هم یادیږي. د بال دقیق تولید د بیچ عملیات دی. د لاټ اندازه د هغه ماشینونو اندازې لخوا ټاکل کیږي چې د ګرینډینګ او لیپ کولو عملیاتو لپاره کارول کیږي.
لپ کول
لپ کول د ګرینډینګ سره ورته دي مګر د موادو د لرې کولو کچه یې د پام وړ ټیټه ده. لپ کول د دوه فینولیک پلیټونو او د الماس دوړو په څیر د ډیر ښه کثافاتو سلیري په کارولو سره ترسره کیږي. دا وروستۍ تولیدي پروسه د سطحې ناهموارۍ ته ډیره وده ورکوي. لیپ کول د لوړ دقت یا ډیر دقت بال درجې لپاره ترسره کیږي.
پاکول
بیا د پاکولو عملیات د تولید له پروسې څخه د پروسس کولو مایعات او پاتې شونو کثافاتو مواد لرې کوي. هغه پیرودونکي چې د پاکولو ډیر سخت اړتیاوې غواړي، لکه د مایکرو الیکترونیک، طبي یا خوراکي صنعتونو کې، کولی شي د هارټفورډ ټیکنالوژۍ د پاکولو ډیر پیچلي انتخابونو څخه ګټه پورته کړي.
بصري تفتیش
د لومړني تولید پروسې وروسته، د دقیق فولادو بالونو هر یو لاټ د پروسې دننه د کیفیت کنټرول څو ځله چکونو څخه تیریږي. د زنګ یا خاورې په څیر نیمګړتیاو د چک کولو لپاره یو بصري تفتیش ترسره کیږي.
د رولر ګیج کول
د رولر ګیج کول د ۱۰۰٪ ترتیب کولو پروسه ده چې د اندازې څخه کم او ډیر اندازې د دقیق فولادو بالونه جلا کوي. مهرباني وکړئ زموږ جلا وګورئد رولر ګیج کولو پروسې په اړه ویډیو.
د کیفیت کنټرول
د دقیق بالونو هر لوټ معاینه کیږي ترڅو د قطر زغم، ګردوالي او سطحې ناهموارۍ لپاره د درجې اړتیاوې ډاډمنې شي. د دې پروسې په جریان کې، نور اړونده ځانګړتیاوې لکه سختۍ، او هر ډول بصري اړتیاوې هم ارزول کیږي.
د محصولاتو کټګورۍ







-

تلیفون
-

برېښنالیک

